Due to the experience gained over 60 years of activity, research and grinding of industrial blades, we can provide our customers with specialised consultancy and supply of high-quality abrasives, tested on our products. Among which are corundum abrasives in a cylindrical cup and abrasive segments of different sizes.
MVM has always been the advocate for the advantages of using abrasive segments, mounted on a segment grinding wheel, historically opposed to cylindrical ring grinding wheels to carry out the same processing.
To assess the pros and cons, differences and advantages between the 2 ways to use the abrasive segments and ring wheels, it is required to know how to identify the abrasive due to its main characteristics (according to the FEPA standards) and their application with respect to the characteristics of the material to be processed.
The tests were performed during the grinding of a common HSS steel paper blade with hardness below 60 HRC. Blade dimensions: length 1390 mm thickness 12 mm grinding angle 24°.
Abrasives with the following technical specifications were compared:
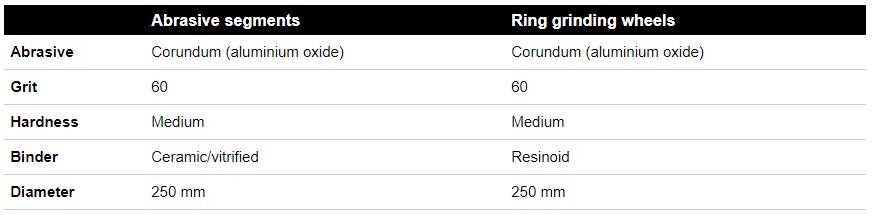
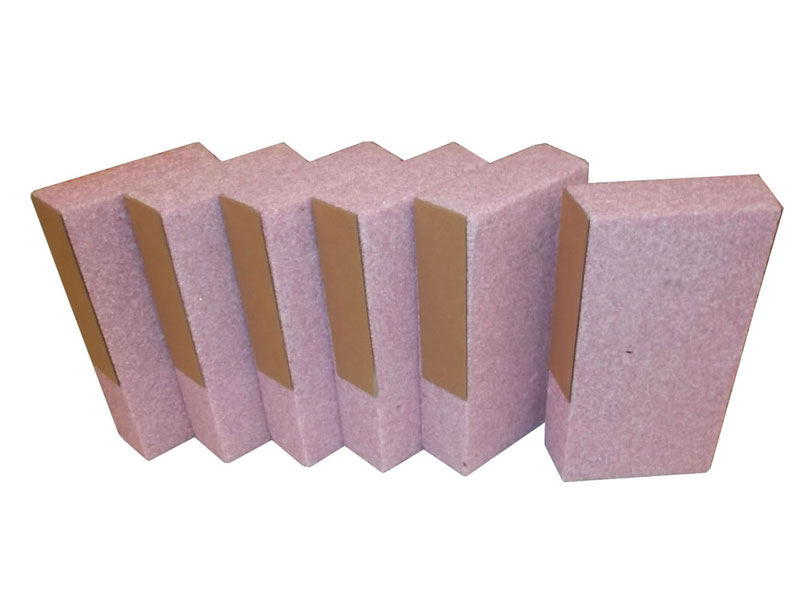
The abrasive segment E120 (dimensions 60/54x22x110 mm) in corundum 60 grit with ceramic/vitrified binder and medium hardness, mounted in 8 pieces on a segment grinding wheel with 250 mm external diameter.
The ring grinding wheel with M6x10 mm threaded inserts for the mechanical clamping, otherwise glued in flange with 10 mm deep machined seat. External diameter 250 mm and internal diameter 200 mm, in corundum 60 grit with resinoid binder and medium hardness.

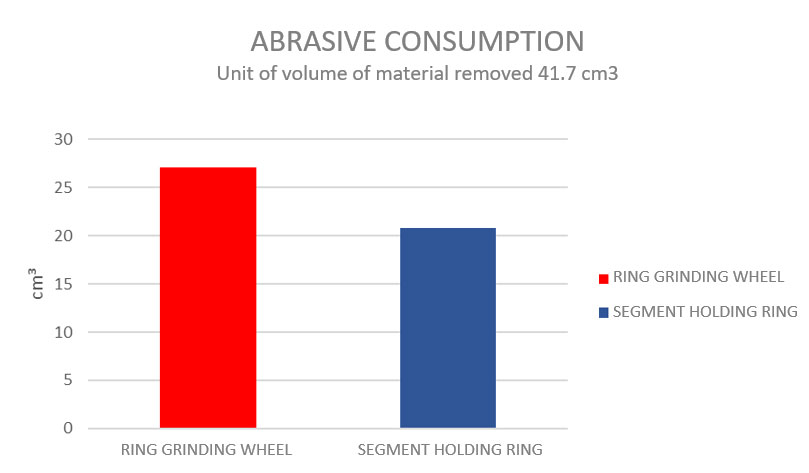
The results and performances between the 2 different abrasive choices are compared, with the same working conditions (the work parameters will be different as they are strictly linked to the choice of abrasive), 1 mm of surface material removal on the blade cutting angle along its entire length:
It was found that the volume consumption of abrasive material was 1/3 lower for grinding segments compared to ring grinding wheel for the same volume of material removed from the blade. Similarly it can also be said that the volume of material removed is 1/3 greater to the advantage of segments with the same volume of abrasive material consumed.
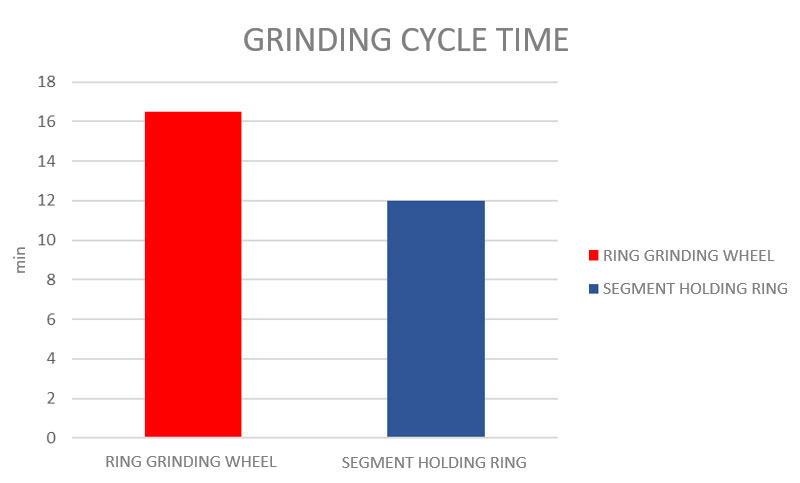
Due to the "interrupted" cut ensured by the segment grinding wheel, by its nature more aggressive than the "continuous" or "constant" cut ensured by the ring grinding wheel, more aggressive working cycle parameters can be used, with consequent benefits in terms of speed of the material removal cycle to the advantage of the segments. It can be stated that the working cycle time using the segments can be up to 1/3 less, with the same volume of material removed.
The "interrupted" cut causes greater misting of the coolant jet, with greater dispersion of coolant liquid in the environment and the need to carry out frequent checks and top-ups of the total liquid quantity, with respect to the "continuous" cut. In the event of interrupted cut, a containment and suction system for oily mists is recommended.
Segments are always made of ceramic/vitrified binder, while the ring grinding wheels are often and preferably made of resinoid binder, especially with finishing grit. The resinoid binder, due to its organic nature, has a product expiry date (shelf-life), usually indicated on the abrasive, to prevent time, chemical and physical agents (such as lubricating oils, hydrating salts, ultraviolet light, humidity) from deteriorating the abrasive which would cause breakage during use. These factors make it highly difficult to manage a warehouse of abrasives with resinoid binder, which should be stored in a dark and dry location, protected by packaging and preferably vacuum sealed. However, none of these factors or agents interferes with the storage of abrasives with ceramic binder in the warehouse, making it easier and more practical. This allows manufacturers and distributors to have large supplies of abrasive material ready for delivery, and for the end customer to be able to purchase significant quantities of abrasive material for local storage and use. On the contrary, for resinoid abrasives usually small quantities are purchased, with often very long delivery times.
Before use in the grinding machine, both solutions require a bench setting or adjustment. In case of the segment holding ring, the segments must be adjusted in the segment wheel with the same protrusion by using a special control tool supplied with the segment wheel. Locking is ensured by mobile brackets screwed manually with a torque wrench. More skilled operators are able to perform this operation for replacement or periodic adjustment due to wear of the segment directly in the machine without removing the segment wheel in considerably shorter times. In case of a ring grinding wheel with threaded inserts instead, the operation to lock the ring on the grinding wheel flange is comparable as a solution and in terms of execution times. It is in fact required to manually lock the grinding wheel using screws by means of wrenches and appropriate tools. This operation must be carried out exclusively on the work bench. On the other hand, when the ring grinding wheel is to be glued onto the grinding wheel flange, the adhesive preparation, application on the flange and drying times are inevitably much higher than the previous ones, with consequent loss of time and energy by the operator in addition to the material required to prepare the adhesive.
A portion of abrasive material, required for locking the support, will be disposed of without having performed its function. The amount of disposable abrasive material is significantly greater for the segment holding wheel, since the mobile brackets require a greater amount of gripping material on the individual segment, with respect to the ring grinding wheels, for which only a minimum percentage thickness of abrasive will be lost, in which the metallic threaded inserts are applied or it remains bound to the flange since glued.
During the material removal phase the abrasives tend to mix, in contact with the metal to be processed due to friction and the lubricant due to its viscosity, and based on the working parameters set. A mixed abrasive undergoes a decrease in efficiency, loosing material removal capacity but at the same time transmitting greater heat to the blade with the risk of burns. In these conditions, the abrasive requires dressing (breaking the surface film of clogged abrasive material), this operation is very simple for ceramic binder abrasives, since due to their crystalline structure, rigidity, and impact sensitivity it is sufficient to apply an increase to the partial down-feed of machine to dress the abrasive directly during the working cycle. On the other hand, for resinoid binder abrasives, a malleable material with a very closed structure, this operation must be performed manually (a hazardous operation that entails risks for the operator) with an increase in working times as a short downtime is required.
With the same grit and hardness, the 2 abrasives with different binders guarantee a different level of finishing due to their different structure, more open for the ceramic abrasive and more closed for the resinoid abrasive. The more closed structure obviously ensures a better processing surface finish with the same processing cycle parameters. To obtain the same level of finish with a ceramic abrasive, it will therefore be required to carry out a more delicate and slow work cycle, followed by an increased spark-out cycle (lapping).
Lastly, in terms of average cost of the material, it has been verified that the ceramic abrasive has a market cost 1/3 lower than the resinoid abrasive for the same volume of abrasive (source: import abrasive and international production). Clearly the costs of selling or reselling the abrasive material are not absolute indexes on a global level as they depend on geographical factors (import, production, resale costs).
Generally speaking, the usage philosophy of the ceramic abrasive segments supported by MVM contrasts with that of using abrasive ring grinding wheels, which are preferred by our main German competitors. Often, the customer's need when procuring one or the other abrasive system is dictated by the habit of using an Italian or German production grinder, without even knowing the technical reasons and actual differences. Having one or more grinding machines in your production plant that already make use of one or the other abrasive method therefore is preferential, due to the interchangeability of the abrasive on the various machines, which makes the work more practical and flexible, while minimising any disadvantages. To this end, MVM supplies its own products with a segment holding ring, but can also supply customised flanges for ring grinding wheels (mechanical clamping or glued) to meet the needs of each customer.
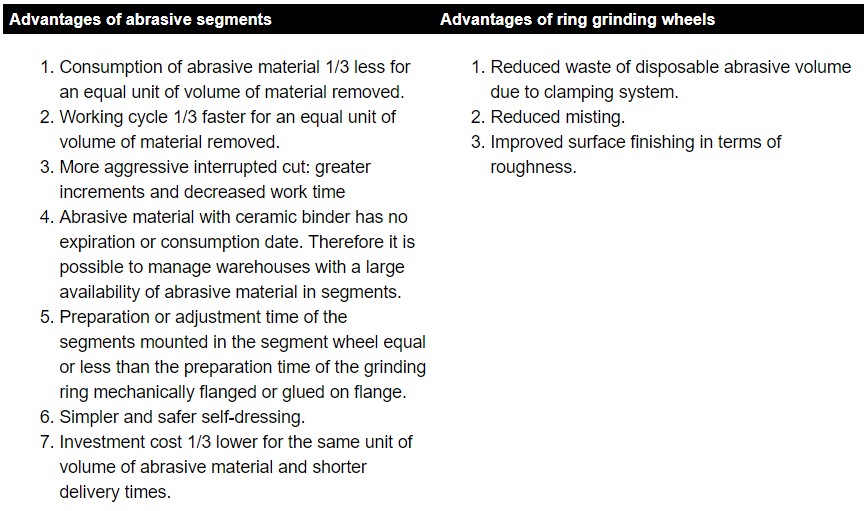
It is possible to summarise the arguments in favour of the segments and those for the rings with the table below.
For more informations get in touch: mvmsrl@mvmsrl.it
or
Request informations English
English Italiano
Italiano Deutsch
Deutsch Français
Français Español
Español Русский
Русский 中文版本
中文版本 日本
日本



