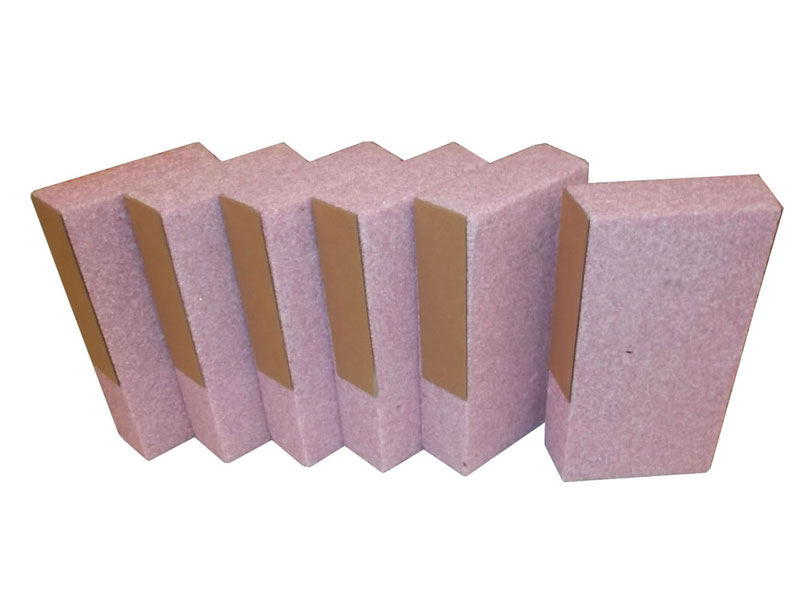
Comparative tests for choosing between the segment grinding wheel and the cylindrical ring grinding wheel
Due to the experience gained over 60 years of activity, research and grinding of industrial blades, we can provide our customers with specialised consultancy and supply of high-quality abrasives, tested on our products. Among which are corundum abrasives ...
 English
English Italiano
Italiano Deutsch
Deutsch Français
Français Español
Español Русский
Русский 中文版本
中文版本 日本
日本